|
The insertion of the shot peening/sandblasting processes in the complex technological cycles requires a lot of control over multiple parameters in order to insure repetitive and uniform results of treatment.
The absolute specific weight The absolute specific weight is necessary to distinguish the porous grits from the compact ones mesuring the absolute specific weight of the grits material Apparent specific weight The apparent specific weight is necessary to indentify the hollowness defects and the form of various grits of the same type and granulomentry Chemical analisys The chemical analisys is necessary to indentify the chemical composition of the grit Hardness Hardness influences the level of penetration, the resistance to wear, the grade of abrasiveness and the resistance to shatter Roundness (control during the process) During the application of shot peening it is important that all the grits have spherical form otherwise they would damage the treated surface creating break risks. The separation process is performed by spiral saparators. Granulomentry(control during the process) Granulomentry is used to distinguish the size and distribution of the grits. In some applications like shot peening and controlled roughness it is necessary to perform a continious control of the grits with such means as mechanical sieving via motorized vibrating screens in order to separate shattered grits. For any further information please do not hesitate to contact us. |

|
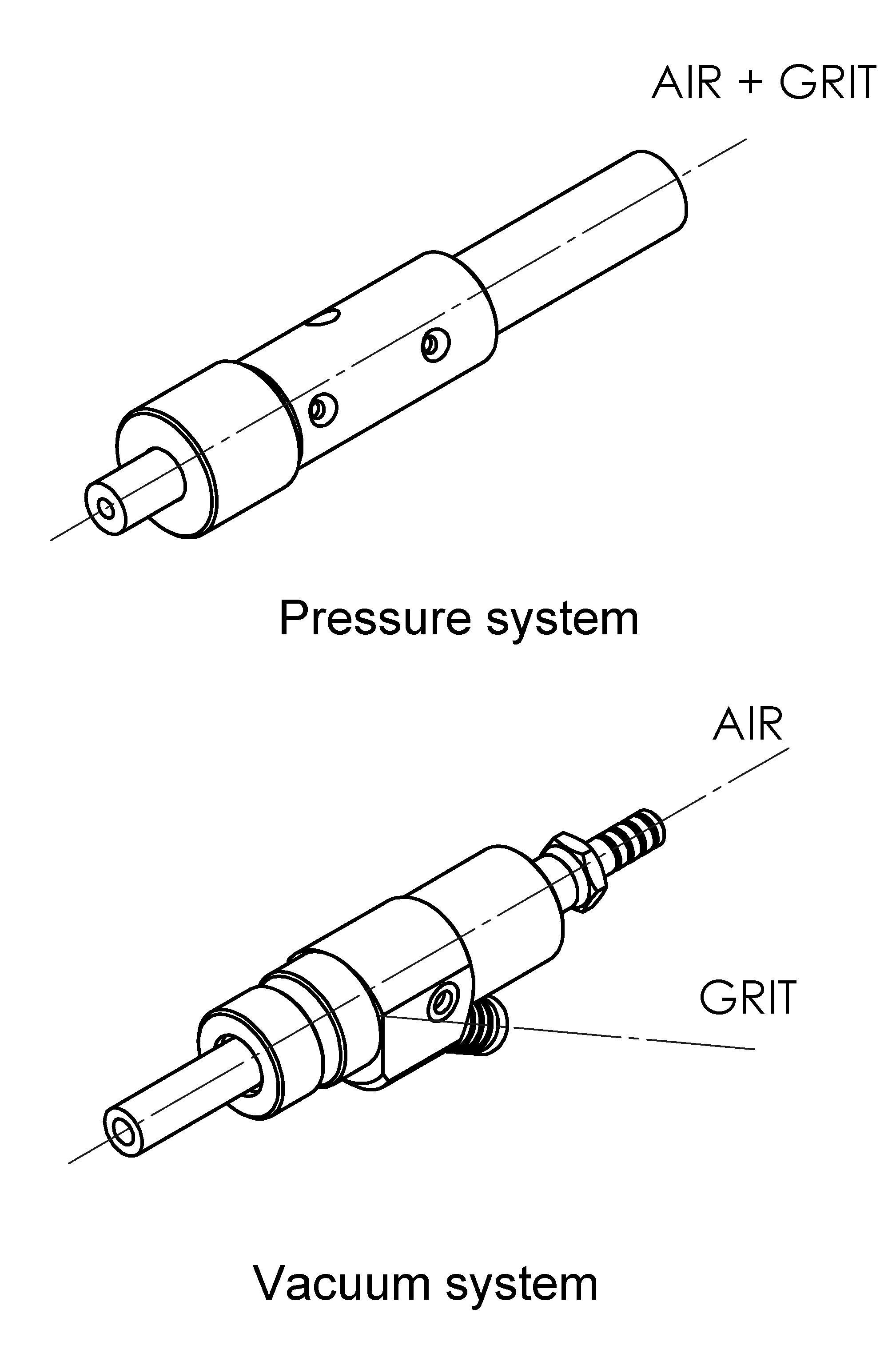
Propulsion system There are two types of shot peening/sandblasting propulsion systems: direct preassure and suction machines. In the suction machines the compressed air flow creates a vacuum effect in the grits feeding hose, while in the direct preassure machines the grits are pushed and accelarated by the preassurized pot (2-8 bar) all the way to the blast gun’s nozzle. The direct preassure machines possess such features as larger quantity of the grit, higher intensity of the blast, higher costs and faster wear. Nozzle’s diameter and type The choice of the nozzle depends on what work is to be performed and therefore multiple factors are to be considered. Such factors as the diameter depending on the present air flow rate, the length influencing the accelaration of the blast, the abrasiveness level of the grits. It is particularly important to keep trace of the blast nozzle’s wear in order to insure that the blast is constant. For any further information please do not hesitate to contact us. |
 |
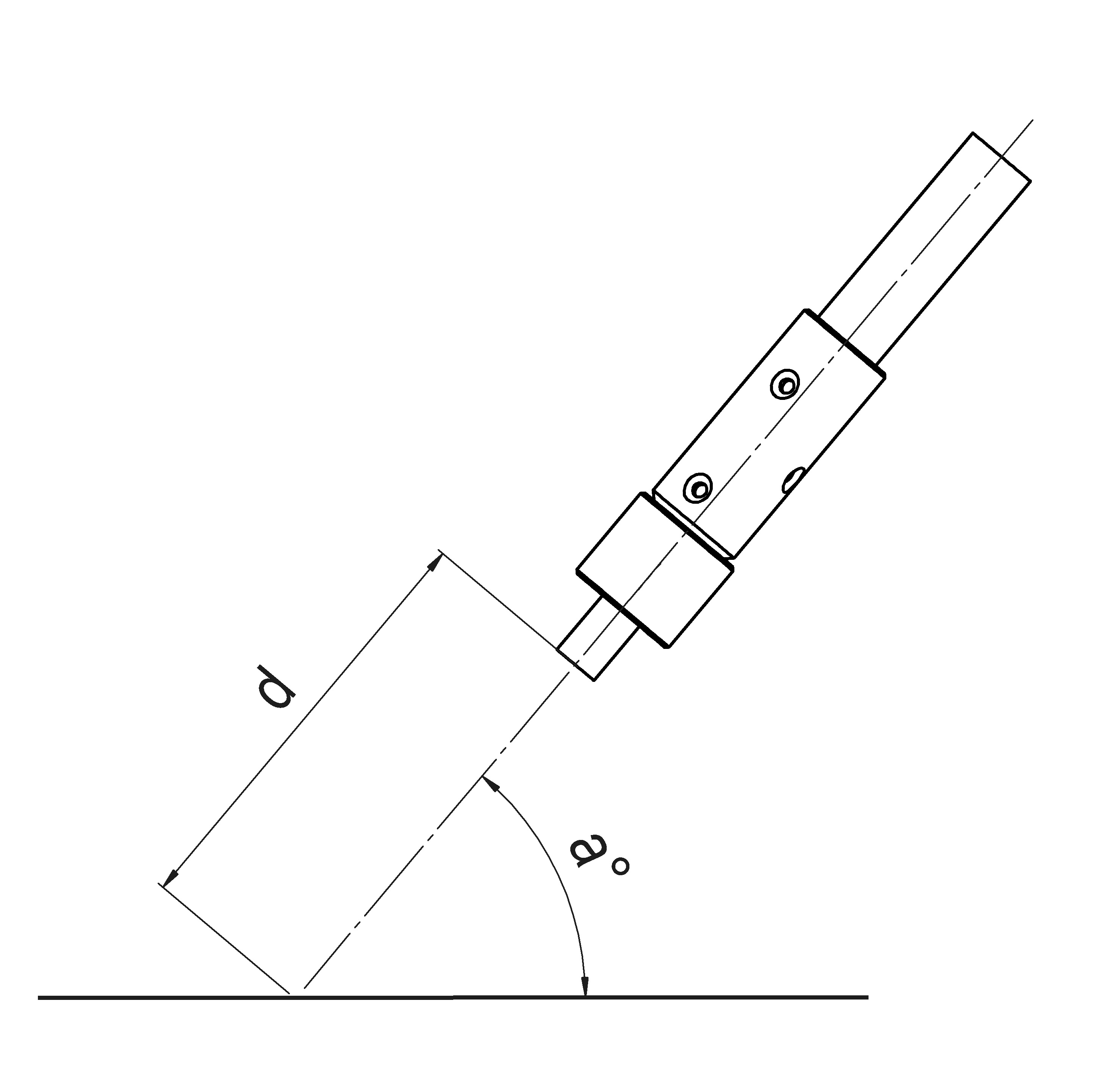
Distance The choice of the distance between the nozzle and the treated surface depends on the type of propulsion used, the type of nozzle and type of work to be done. A too short distance would damage the workpiece surface and the nozzle, a to big distance would diminish the the blasting efficiency. For the treatment uniformity’s sake it is important to keep a constant nozzle/work piece dinstance. Tilt angle Even if the 90° angle ensures the maximum transfer of the energy to the surface, it is advised to stay in the range between 45° and 85°. This allows a better outflow of the grits and lesser damage to the nozzle. The tilt of the blast likewise the distance should be constant in order to insure constant results. For any further information please do not hesitate to contact us. |
 |
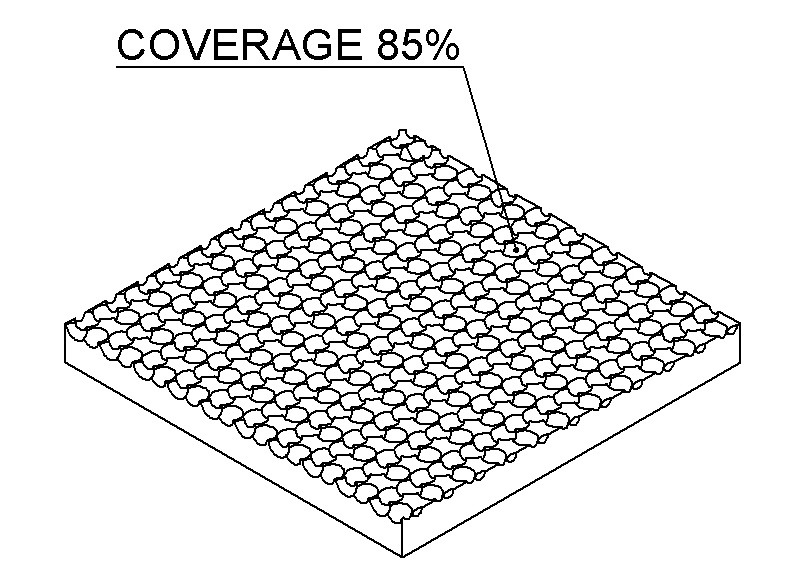
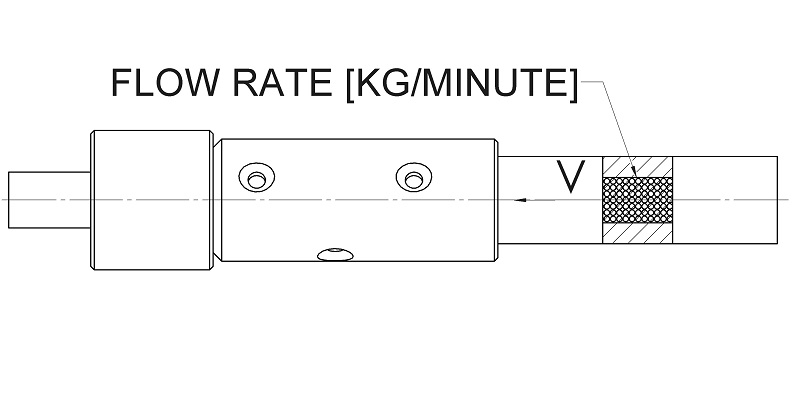
Grits’ flow rate The grits’ flow rate ( the quantity of grits blasted from the nozzle in a time unit) is a most influencial parameter for the shot peening / sandblasting. – compressed air preassure (2-8 bar). The compressed air pushes the grits through the hoses giving it the kinetic energy. – air/grits mix proportion. A careful setting of the air-grits mix proportion is especialy important in the direct preassure machines in order to avoid both too much and too little media respect the air which could provoke clogging or an inefficient blast. Coverage Coverage is identified by the percentage of the surface striken by the grits. While sandblasting has a limit of 100% of the coverage, which is the full coverage, the shot peening often requires 200% of the coverage ( double time exposition). A smaller size grits offer better coverage. For any further information please do not hesitate to contact us. |
|
Visual The coverage control is done using the lens (10-30x), optical microscopes (10-100x) and fluorescent liquids. Roughness Roughness is controlled by special Surface Roughness Measurement instruments. These instruments measure the shifts using different methods ( (Ra, Rz, Rt,…) Residual stress There different methods to measure resisual tension. On the industrial level residual stress after shot peening treatment is measured by the x-ray diffractometer. These x-ray kind of instruments let measure residual stress also in deep layers of the material with prior removal of some surface layers. Thus the deep stress measurment is possible only by damaging the object. Eiron collaborates with DFP Technologies S.r.l. and can guarantee its customers control over processes via x-ray diffractometer. For any further information please do not hesitate to contact us. |
|
Sandblasting and Shot Peening