|
Внедрение процессов дробеструйной/пескоструйной обработки в сложные технологические циклы требует контроля за многими параметрами, чтобы гарантировать постоянство результатов обработки.
Абсолютный удельный вес Абсолютный удельный вес помогает отличить пористый абразывный материал от менее пористого путём взвешивания самого материала. Относительный удельный вес Относительный удельный вес помогает различить пустотные дифекты и формы абразивного материала того же типа и того же размера. Химический анализ Химический анализ помогает определить химиххеский состав абразивного материала Твёрдость Твёрдость влияет на глубину вдавливания, износостойкость, степень абразивности и устойчивость к деформации. Округлость (контролируется во время обработки) Во время дробеструйной обработки очень важно, чтобы дробь поддерживала округлую форму. В противном случае она может повредить обрабатываемую поверхность, что повышает риск появления трещины.Для сепарации используют спиральные сепараторы. Гранулометрия (контролируется во время обработки) Гранулометрия помогает в определении размера абразивного материала и его распределения. |

|
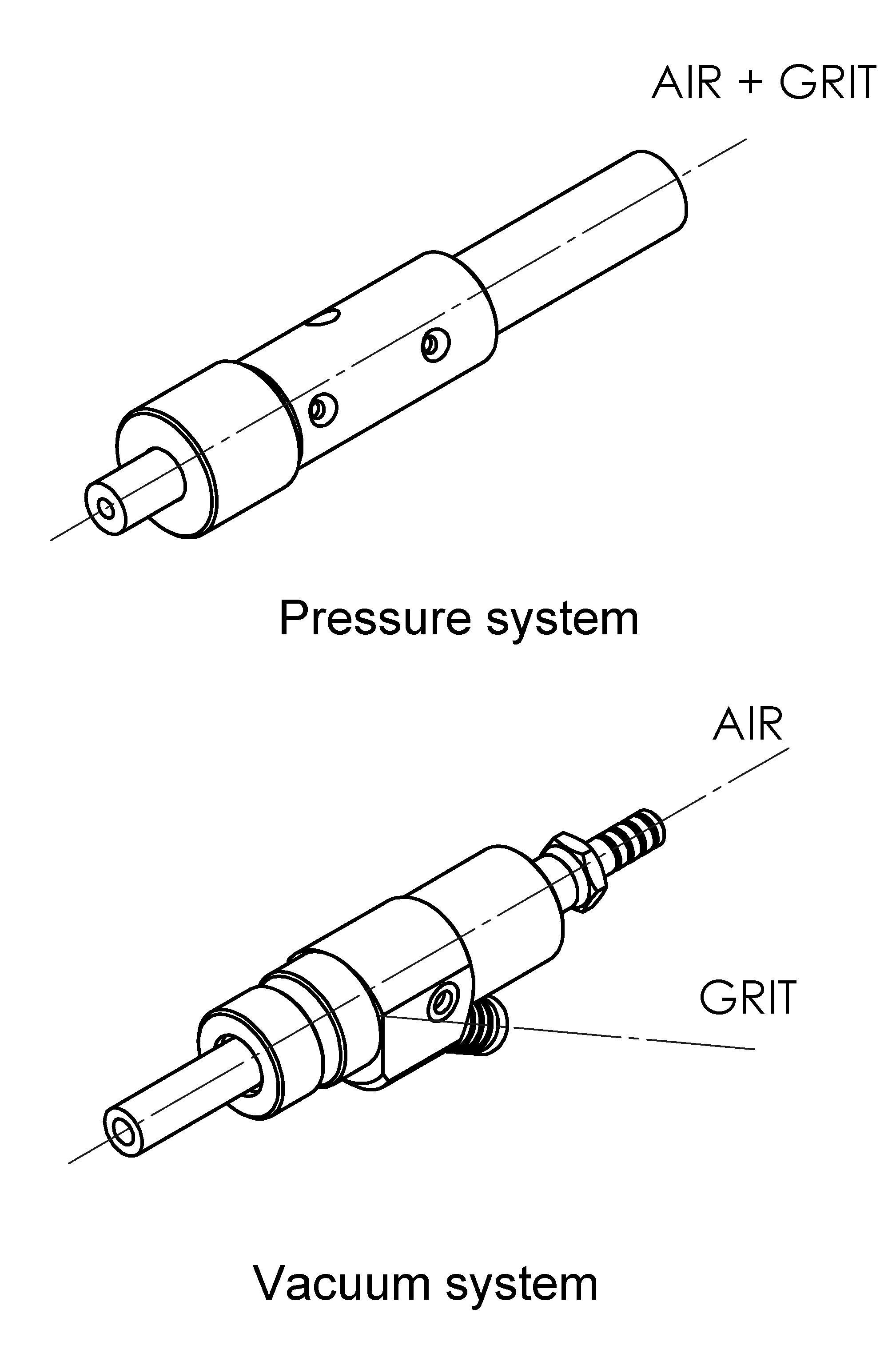
Типы сиcтем Существуют два типа дробеструйных/пескоструйных систем по типу подачи абразивного материала: напорная и инжекторная. В инжекторной ситеме поток воздуха создаёт эффект вакуума в шланге подачи абразивного материала, а в напорной ситеме абразивный материал несётся потоком сжатого воздуха из напорного бака до самого сопла. Системы напорного типа обладают такими характеристиками, как большее количество абразивного материала, большая интенсивность струи, большая стоимость и более быстрый износ. Диаметр и типы сопла Выбор типа сопла зависит от типа обработки, и поэтому необходимо принимать во мнимание диаметр и длинну сопла. Выбор диаметра зависит от силы воздушного потока. Длинна влияет на скорость частиц. Так же степень абразивности материала влияет на скоротсть износа сопла и, соответсвенно, на выбор типа сопла. Очень важно следить за износом сопла для гарантии однородной обработки. |
 |
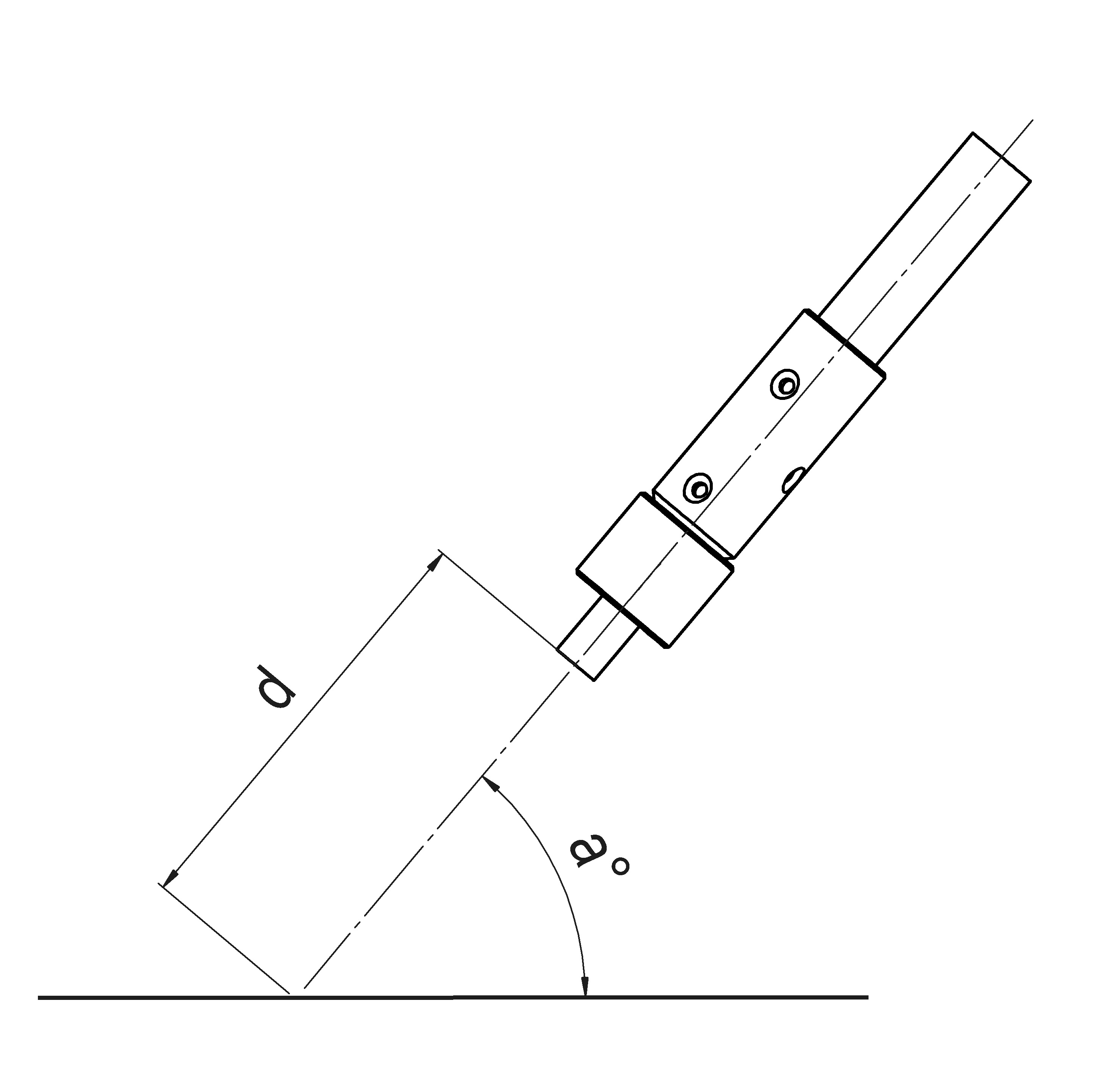
Растояние Выбор растояния между соплом и обрабатываемой поверхностью зависит от типа системы, типа сопла и рода обработки. Слишком короткое растояние може привести к повреждению поверхности объекта, слишком длинное растояние уменьшает еффективность обработки. Для сохранения однородности обработки необходимо поддерживать одинаковое растояние между соплом и поверхностью. Угол наклона Даже если при перпендикулярной обработке получается максимальное воздействие струи на поверхность, рекомендуется работать в диапазоне 45° -85°. В этом диапазоне лучший отброс абразивного материала и, соответственно, меньший урон соплу. Как и растояние, угол обработки должен оставаться одинаковым для сохранения однородности обработки |
 |
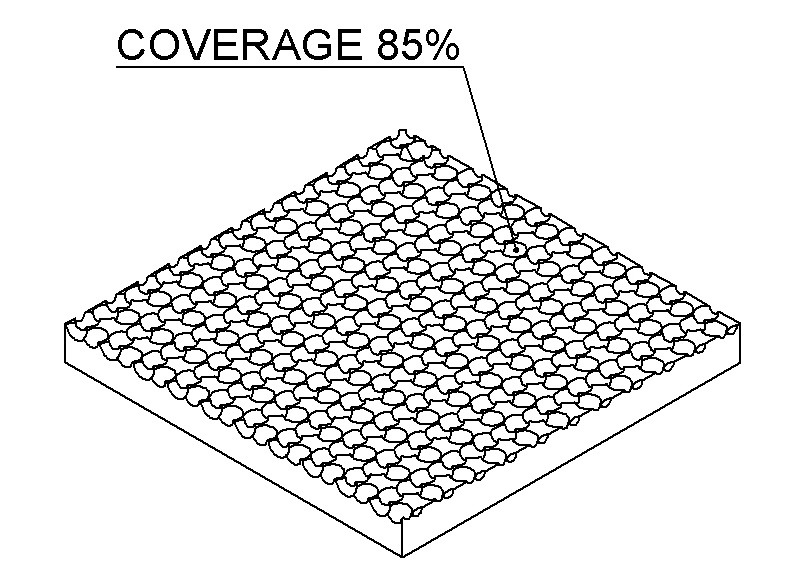
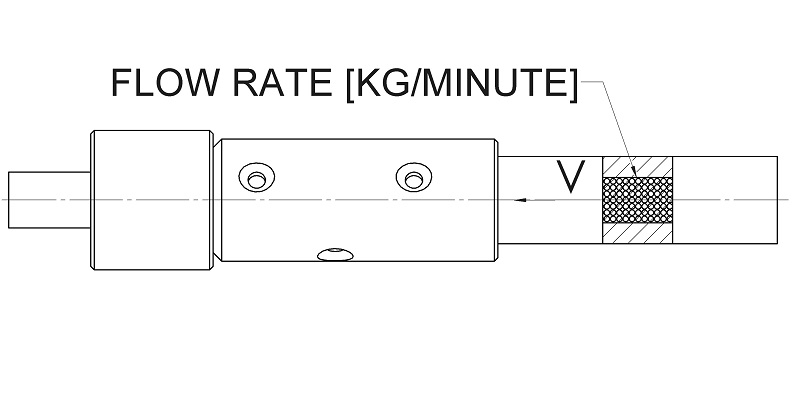
Расход материала асход абразивного материала (количество вылетевшего материала в единицу времени) является одним из главных параментров дробеструйной/пескоструйной обработки. — давление воздуха сжатого (2-8 бар). Воздух продвигет гранулы по шлангам и придаёт им кинетическую энергию. — пропорции смеси воздуха с материалом. Правильный подбор этих пропорций очень важен в напорных системах. Он помогает избежать переизбыток или недостаток материала по отношению к объёму воздуха, в противном случае ситема может забиться или понизится еффективность обработки. Покрытие Под покрытием подразумевается процент поверхности, о которую ударились гранулы. Пескоструйная обработка имеет максимальную величину в 100% покрытия. Дробеструйная обработка зачастую требует 200% покрытия (двойное время экспозиция). Гранулы меньшего размера имеют лучшие свойства покрытия |
|
Визуальные Контроль покрытия выполняется с помощью увеличительного стекла (10-30х), микроскопа (10-100х), люминесцентной жидкости. Шероховатость Контроль шероховатости производится с помощью специального прибора по измерению шероховатости. Эти инструменты измеряют сдвиги используя различные методы (Ra, Rz, Rt,…) Остаточное напряжение Остаточное напряжение |
|
Sandblasting and Shot Peening